 返回列表
返回列表
在阿菲金往期的微信文章《一篇文章教您玩转奶厅真空系统ISO 6690测试》中,我们给大家详细介绍了奶厅真空系统的检测方法。
其实ISO测试就是给设备做一个全面体检,但是对于测试不合格的项目我们该如何处理呢?
本期文章我们就为大家详细讲解ISO检测中关于真空系统部分9项测试的结果分析,具体内容如下:
▌1.真空表测试分析
▌2.真空偏差测试分析
▌3.真空调节灵敏度测试分析
▌4.真空调节性能测试分析
▌5.主管路压降测试分析
▌6.真空有效储备测试分析
▌7.真空调节系统损耗测试分析
▌8.真空调节器泄漏分析
▌9.挤奶系统泄漏分析

一、真空表测试分析
真空表有机械式和电子式2种,真空表的误差允许值是1kPa。电子式真空表需要定期校正,确保误差小于1kPa;当机械式真空表误差超标时,应查看真空表连接头及入口处有无脏污等杂质,并进行清理。
对连接头和入口处进行清理后,如果误差依然超标,就需要微调真空表或者直接更换新的真空表。
二、真空偏差测试分析
真空偏差测试是为了检测系统在工作状态下的真空值与设定值是否一致。
通常低位奶厅的挤奶真空设置值为42kPa,但有的牧场会根据自身情况设置成41kPa或40kPa,所以在做此项检测时,一定要先了解具体的设置值,避免错误地更改真空值。当测量的真空值和设定值的偏差>1kPa时需要进行如下调整:
▌机械式调节器,要先确认上次保养的时间,如果调节锁止装置有没有松动,再根据需求进行调节。
▌变频式真空调节器,可以根据实际情况调整电机的加速减速时间和真空传感器的比例值。
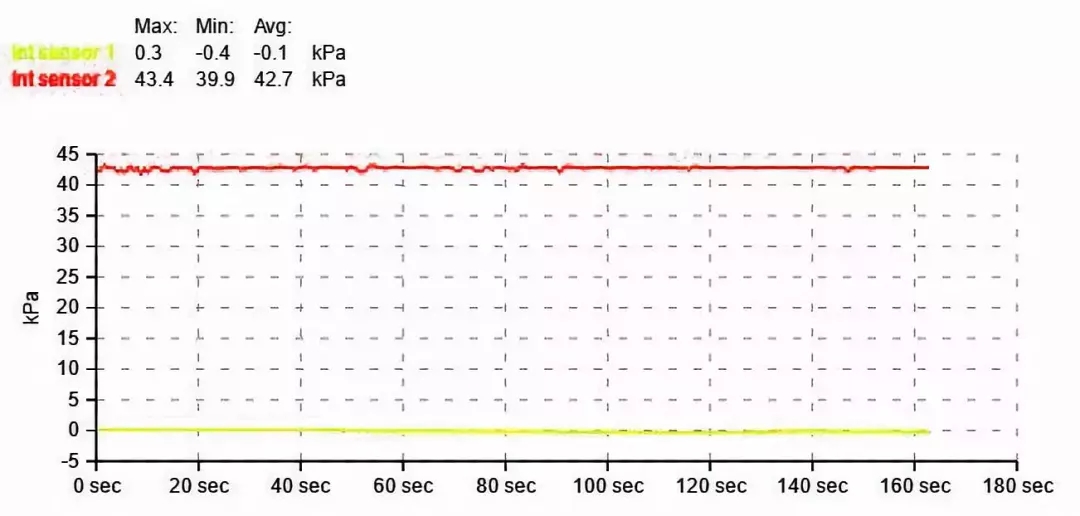
上图所示为长真空测试,奶厅测试实际平均真空值42.7,设定值42.0,偏差0.7。
▍建议在做完真空偏差测试后,补充进行长真空测试。并列奶厅长真空测试需要检测完整的一次组别,转台长真空测试则需要检测一整圈的真空值。
三、真空调节灵敏度测试分析
真空调节灵敏度是挤奶状态与脱杯状态下系统的真空值之差,反应了真空调节系统的响应速度和精度,当它>1kPa时应检查以下各项:
▌对于新安装设备:1.检查真空调节器安装位置是否正确;2.检查真空调节器的规格是否符合设备的要求;3.检查变频器参数设置是否正确。
▌对于旧设备:1.检查真空调节器是否干净,是否按照建议保养;2.检查集乳器和挤奶杯组是否泄漏较大;3.检查真空调节器是否泄漏;4.检查真空调节系统管路有无堵塞和杂物。

四、真空调节性能测试分析
这项测试是为了检测挤奶状态下真空系统对掉杯泄漏或上杯泄漏的缓冲能力。
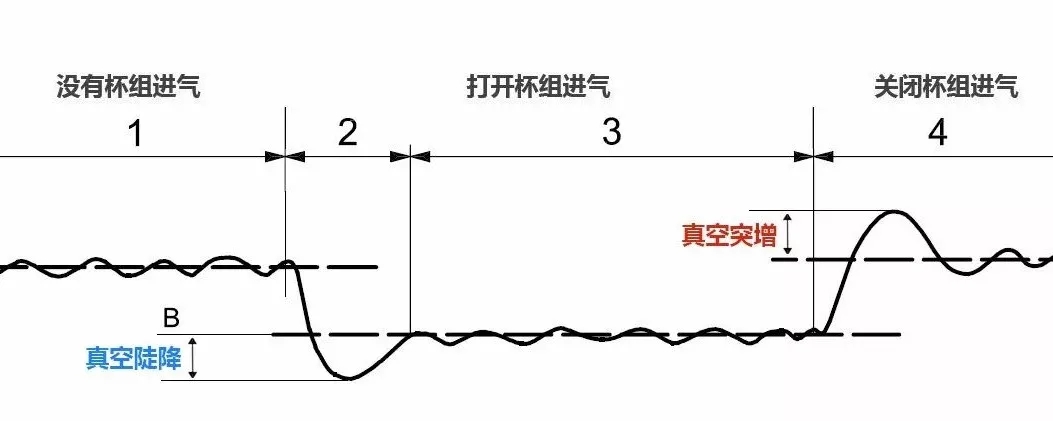
真空陡降和真空突增直接反应真空系统的调节响应快慢;如果真空陡降和真空突增过大,真空系统的响应时间较长,则说明真空调节的灵敏度低。
如果真空调节的灵敏度不达标,对于变频控制系统,要检查变频器参数(加速、减速控制)及系统主真空管路尺寸是否合理;对于机械调节系统,则需要检查真空调节器的配置是否匹配。
如果时间段3(见上图所示)的真空值与时间段1或时间段4真空值之差>2kPa,则说明系统真空储备不足以抵消挤奶过程中的掉杯和套杯等系统进气量,还需要进行真空有效储备测试。
▍注意:标称排气量相同的真空泵,在同样的加减速控制下,排气量的增减响应可能不同,因此建议使用品牌真空泵。
五、主管路压降测试分析
主管路压降测试反映了真空系统的工作状况和效率,它是判断系统主管路配置和安装是否合理的依据。如果主管路压降测试不合格,应检查以下3方面:
▌1.管路规格(管径、长度)。在管径达标的情况下,长度越短越好,在奶厅设计时候就应该考虑管路规格。
▌2.管路走向和连接方式。主管路上不能有180°的拐弯,而90°的拐弯数也不能大于8个。我们建议使用两个45°的弯头连接来替代90°的弯头。110mm的管路上每增加一个90°弯头,相当于1.8米长的管路。
▌3.管路泄漏和堵塞。管路的连接处一定要做好密封,防止泄漏,同时要定期检查管路中是否有污垢和沉淀物。

六、真空有效储备测试分析
设置真空有效储备是为了保障挤奶时乳头末端挤奶真空的稳定。真空有效储备的设定取决于挤奶点的数量、安装类型及其他消耗真空的设备(如入口门、出口门、收杯气缸),ISO标准中有具体的计算公式。测试值不合格时要检查:
▌1.真空泵是否磨损或性能不佳;
▌2.真空系统是否泄漏过多。
七、真空调节系统损耗分析
目的是检测真空调节系统的性能及真空调节器到集乳罐之间的管路泄漏情况,它体现了真空调节系统的适用性、运行状况和运行效率。对测试不合格的设备需要检查:
▌1.真空调节器的工作状况。查看有无定期保养,是否存在泄漏,过滤棉是否堵塞。
▌2.真空调节器的安装位置。真空调节器的安装位置要尽量靠近集乳罐。
▌3.检查真空管路配置是否过长或过细。
▌4.检查调节器到集乳罐之间(包含奶水分离器)的管路是否有泄漏、堵塞或沉淀物。

八、真空调节器泄漏分析
一般在上文提到的调节系统损耗测试不合格的情况下,进行该项测试判断真空调节器是否工作正常。真空调节器泄漏测试超标时需要:
▌1.检查真空调节器是否有泄漏、堵塞、粘连;
▌2.检查真空调节器安装位置距离弯头是否太近;
▌3.检查真空调节器的规格是否达标。
▍注意:真空调节系统损耗和真空调节器泄漏的区别:真空调节器泄漏只针对调节器做检测;而真空调节系统损耗检测的是包含从调节器到集乳罐之间的这段系统的情况。
九、挤奶系统泄漏分析
挤奶系统包含奶水分离器、集乳罐、奶泵、主输奶管路、奶管、挤奶杯组等。挤奶系统泄漏量过高,会导致牛奶的过度搅动和牛奶中游离脂肪酸(FFA)的增加。
ISO规定:挤奶系统泄漏值应小于10+2×挤奶点数L/min,造成挤奶系统泄漏的主要原因有:
▌1.奶泵密封件及单向阀泄漏;
▌2.集乳罐及奶水分离器周边连接密封件泄漏;
▌3.主输奶管路中连接密封圈泄漏;
▌4.挤奶杯组的真空截止阀泄漏;
▌5.挤奶杯组、奶量计泄漏。
综合分析ISO测试结果
ISO测试的各个项目之间具有连续性和逻辑性,测试时应该按照先后顺序进行测试,而分析时要结合不同项目的测试结果来综合分析。
例如,调节系统损耗所测试的真空管路范围包含真空压降+真空调节器泄漏的测试范围;如果调节系统损耗测试不合格,同时其上一步的真空管路压降测试合格,那极有可能真空调节器泄漏过大。
后续我们还会继续推出关于真空泵测试和脉动系统测试结果分析的文章,欢迎持续关注我们。
▌本文由阿菲金公司技术部供稿。






