 返回列表
返回列表我们都知道汽车需要进行出厂检测和年检。同样,对新建或新升级的挤奶设备也需要进行全面测试,并在投入使用后对其定期检测,以保障设备良好运转。
真空系统检测是奶厅检测的重要一环,因为真空系统不但直接影响挤奶效率,还会对奶牛乳头健康造成深远的影响。
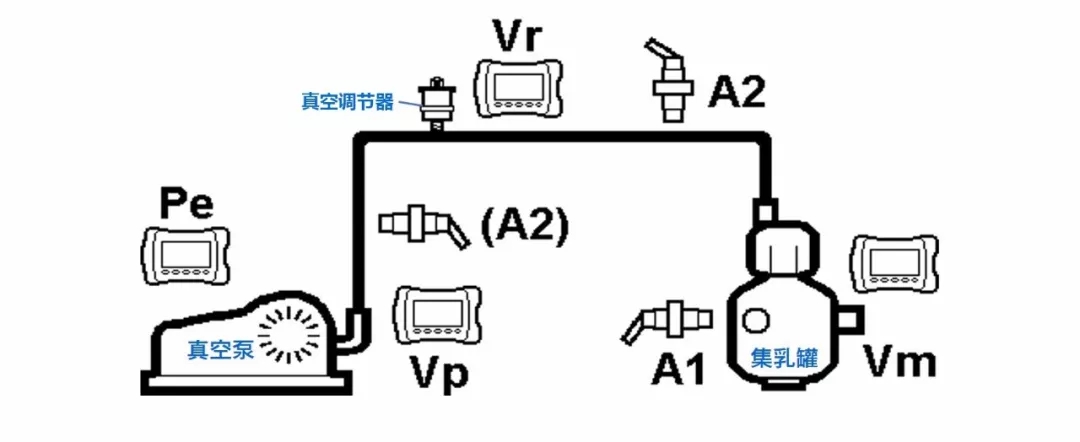
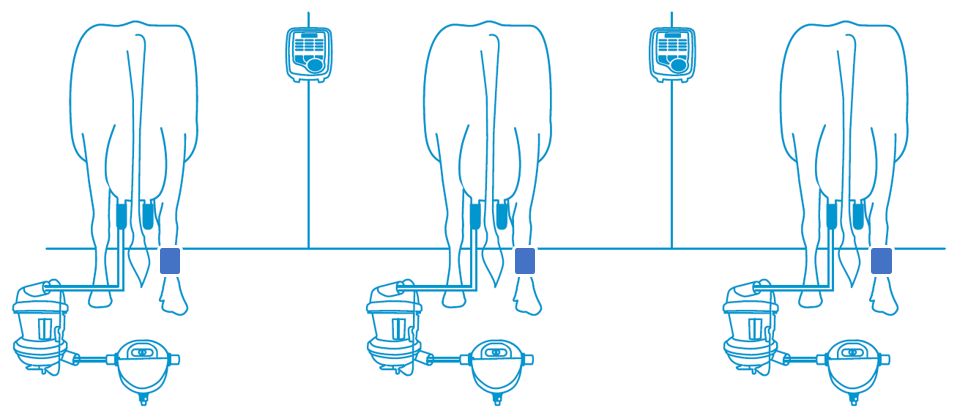
挤奶系统示意图
那么奶厅真空系统怎么检测呢?我们通常使用ISO 6690的检测方法来给真空系统做全面体检,它能反映出真空系统的布局合理性、输奶管道匹配度、真空管道匹配度、真空调节器、脉动器等方面的情况。最新版本为2007年发布的 ISO 6690:2007版。
本文将给您详细介绍以下11项真空系统ISO 6690测试:
▍测试一 真空表测试
▍测试二 真空偏差测试
▍测试三 真空调节灵敏度测试
▍测试四 真空调节性能测试
▍测试五 主管路压降测试
▍测试六 有效储备测试
▍测试七 真空调节器损耗测试
▍测试八 真空调节器泄露测试
▍测试九 挤奶系统泄露测试
▍测试十 真空泵性能测试
▍测试十一 脉动系统测试
测试准备工作
1. 测量仪器准备:
▍测量真空仪器,精度为±0.2kPa;
▍空气流量计,精度为5%;
▍脉动器,频率精度为1%;
▍转速计,精度为2%。
2. 设备预热:在正式测试前需要提前15分钟开启真空泵预热真空系统。
3. 在开始检测之前,我们还需要先了解用于连接测试仪器的各检测点位置,如下图所示:
测试一 真空表测试
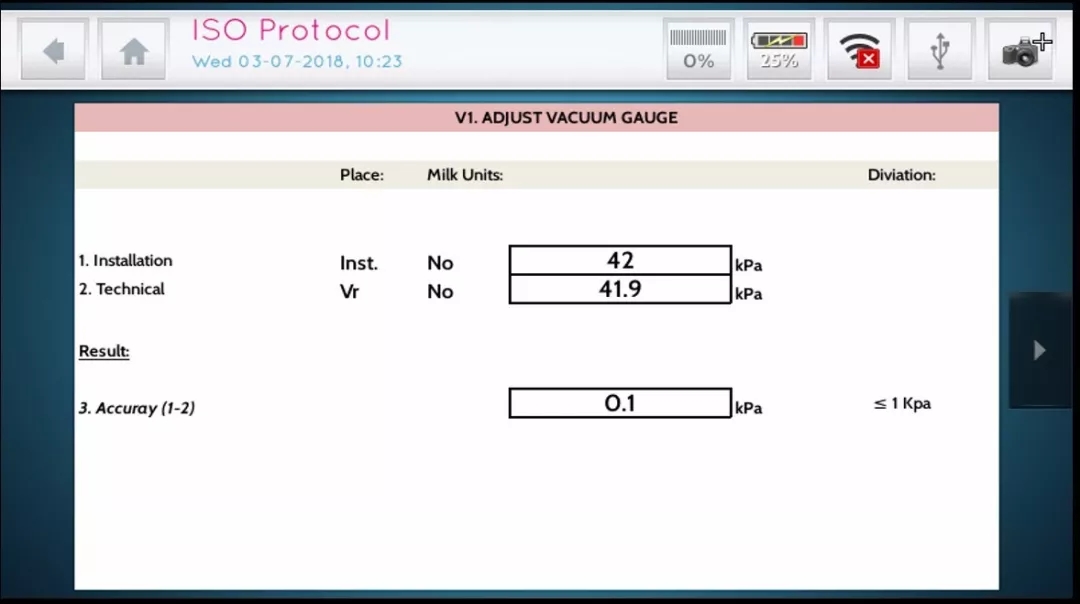
目的:测试真空系统的真空表是否准确。
方法:比较仪器测得的压力与真空表显示的压力差。当两者差值超过1kPa则认为真空表不准,需要更换或校准真空表。
小贴士-真空表安装位置要求:
▍安装在挤奶员挤奶时能看到的地方;
▍尽量接近集乳罐;
▍水平管路要安装在顶端,如果管路是竖直的,需要装一个90°的弯管,保持真空表盘竖直向上;
▍最好在真空调节器处也可以看到真空表读数。如果有必要可以增加真空表个数,但检测时所有真空表都要检测。
测试实例:
测试二 真空偏差测试
目的:检查真空系统工作时的真空值是否合格。
方法:测量集乳罐处的真空值,并与系统设定的真空值进行比较,二者的差值超过1kPa则认为系统的真空未达标。通常认为集乳罐处的真空值即为系统工作时的真空值。
测试三 真空调节灵敏度测试
目的:检测在挤奶状态和脱杯状态下系统的真空稳定性。
方法:分别在挤奶状态(打开全部挤奶点)和脱杯状态(关闭全部挤奶点)两种状态下测定Vm测试点(该测试点在集乳罐附近)处的真空值,这两种状态下的真空值之差应小于1kPa。
测试四 真空调节性能测试
目的:检测挤奶状态下套杯和脱杯过程中的系统真空稳定性。
它与测试三的区别:真空调节性能测试是检测套杯过程的稳定性,而灵敏度测试是检测杯组全部套杯状态下的稳定性。
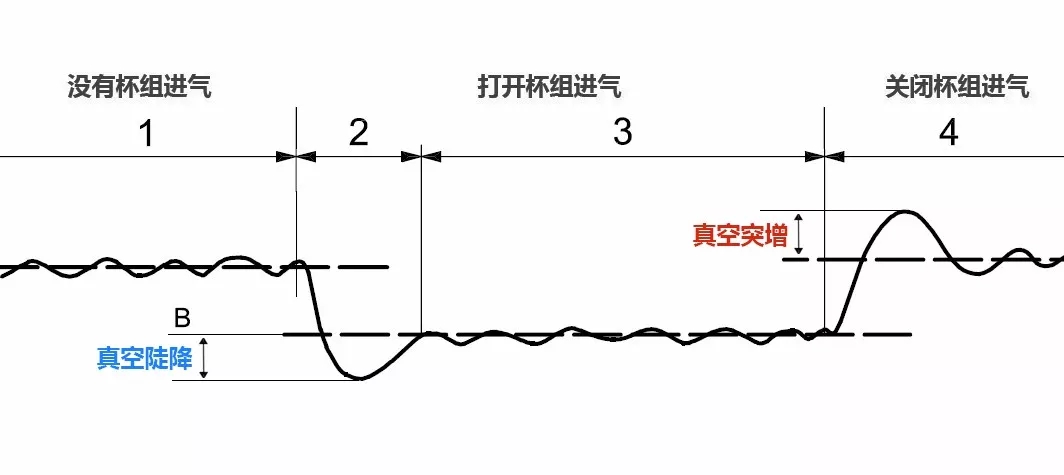
方法:
1. 测定在所有杯组插入假乳头状态下(模拟挤奶)的真空值。
2. 测定拔掉一个杯组的假乳头(模拟掉杯)过程中的真空值。
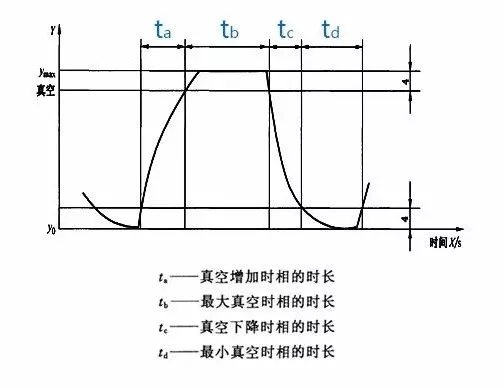
3. 将拔掉的假乳头再插上,并测定这一过程中的真空值。
以上三步获得的真空变化如下图所示。真空陡降和真空突增均小于2kPa则真空调节系统性能测试合格。
小贴士:
▍如果掉杯检测满足标准要求,则套杯检测可以不用进行。
▍选取离集乳罐最远一端的杯组进行测试。
▍每32个杯组需要打开1个杯组进气来进行测试,不足32的个按32个算。如:2×24的48位并列挤奶机,需要打开2个杯组。
测试五 主管路压降测试
目的:检测从集乳罐到真空调节器及真空泵的管路是否合格。
方法:在集乳罐处进气使真空降低2kPa,测定集乳罐真空值Vm、真空调节器真空值Vr、真空泵真空值Vp。集乳罐到真空调节器的压降:Vm-Vr<1kPa,集乳罐到真空泵的压降:Vm-Vp<3kPa。
小贴士:
▍真空调节器要尽量接近Vm测试点,否则即使Vm-Vp合格,Vm-Vr也有可能不合格。

测试六 有效储备测试
目的:检测挤奶时真空储备是否充足。如果有效筹备不足,真空压力波动大,会影响挤奶效率。
方法:开启真空调节器,用空气流量记录从A1点(集乳罐处测试点)进气,记录集乳罐真空值下降2Kpa时的空气流量计值。
当挤奶位n≤10时,空气流量应不低于200+30n,当n>10时,空气流量应不低于500+10(n-10)。如:2×20的40位并列式奶厅,有效储备应≥500 + 10×(40-10)= 800 L/min。
小贴士:
▍真空储备分为清洗真空储备和挤奶真空储备,以上为挤奶真空储备的检测方法。
▍挤奶真空有效储备是在保障正常挤奶真空需求后(保障挤奶点所需真空量,且系统真空压降<2kPa)预留给滑杯、掉杯、杯组异常漏气、收杯等的真空量。

测试七 真空调节器损耗测试
目的:检测真空调节器的性能及真空调节器到集乳罐之间的管路泄漏情况。
方法:关闭真空调节器,测得从A1处进气使集乳罐真空值下降2kPa时的空气流量值(实际储备),实际储备与有效储备之差即为真空调节器损耗。真空调节器损耗应小于35L/min或小于系统有效储备的10%。
小贴士:
▍有两个集乳罐的奶厅,可以两个集乳罐同时进气。
▍提桶式挤奶设备不需要进行此项测试。

真空调节器
测试八 真空调节器泄露测试
目的:测试真空调节器的真空泄漏量。
方法:在关闭和开启真空调节器的两种状态下,从A1处进气使真空调节器处真空值下降2kPa,并分别记录两次的空气流量,两者之差即为真空调节器泄漏。测定标准为:小于35L/min或者手动储备量的5%。
小贴士:
▍如果调节系统损耗测试合格,则不需要泄漏测试;如果调节系统损耗测试不合格,则可通过该测试检查问题是在调节系统管路还是在调节器。
测试九 挤奶系统泄露测试
目的:检测挤奶系统的真空泄露量。严重的挤奶系统泄露可直接通过漏气声判断,但微量泄露(如密封圈老化引起的泄露)只能通过设备进行检测。
方法:所有挤奶点处于待机状态,真空泵全速运转,关闭真空调节器,在挤奶系统连接和断开两种状态下,并分别记录(A2)测试点(真空泵附近检测点)的空气流量,两者的的差值即为挤奶系统泄露。该值应小于10+2×挤奶点数 L/min。
小贴士:
▍此处检测的挤奶系统包含集乳罐、主输奶管路以及输奶管路上各个连接点到各个挤奶点的真空关闭阀等部分。
▍在实际测试中,通常在集乳罐奶水分离器的上端安装一个截止阀来控制挤奶系统的连接和断开。
测试十 真空泵性能测试
目的:测试真空泵排气量是否与标称值相符。
方法:在真空泵达到额定真空值的状态下,在(A2)测试点检测其排气量。真空泵性能标准是:排气量性能达到95%以上。
小贴士-真空泵的安装注意事项:
▍如果挤奶设备安装有多个真空泵,应用截止阀将未运行的泵与系统隔开;
▍测定时应考虑海拔高度的影响,真空泵抽气速率随海拔增高而减小;
▍排气管路上不应有阻碍气体排出的急转弯头、三通或者不适宜的消音器等;
▍使用润滑油的真空泵,其排气管路上应安装润滑油回收或循环系统;
▍真空泵应配备自动防护装置,防止空气倒流造成输奶系统污染。也可避免真空泵停机时反转损坏泵头。
测试十一 脉动系统测试
目的:测试每个脉动器运转是否正常以及脉动器主管路真空稳定性。
方法:用假乳头堵住4个杯组,在集乳器与短脉动管间通过T型接头连接专用的测试仪器,测定其真空稳定性。
检测标准:
1. B项(tb)的时间不小于一个脉动周期的30%;
2. D项(td)的时间不小于一个脉动周期的15%;
3. 脉动频率偏差相不超过5%,如脉动频率60Hz,则57~63Hz为合理范围;
4. 脉动比率误差与设定值之差小于5;
5. 所有脉动器最大真空值之间的差值小于2kPa。
测试实例:
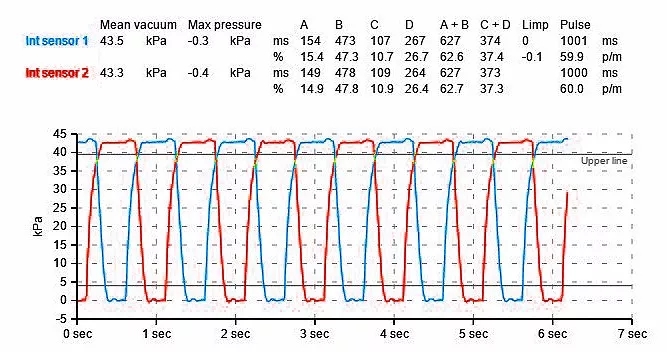
▍上图所示为两根主脉动管控制四个挤奶杯组的异步脉动器;
▍Sensor1:最大真空43.5kPa,最小真空-0.3kPa。A项占比15.4%,B项占比47.3%;C项占比10.7%,D项占比26.7%。脉动周期1001毫秒,脉动频率59.9 次/分钟;
▍Sensor2:最大真空43.3kPa,最小真空-0.4kPa。A项占比14.9%,B项占比47.8%,C项占比10.9%,D项占比26.4%。脉动周期1000毫秒,脉动频率60 次/分钟;
▍Limp不对称性是Sensor1的A+B项与Sensor2的A+B项之差。Limp(s)=627-627=0,Limp(%)= 62.6%- 62.7%=-0.1%。

挤奶系统脉动器
小结
ISO 6690检测的标准值是对设备检测的一个基本线。在实际的测试过程中,一些指标实际测得结果往往远高于ISO 6690。
对测试过程中发现的不合格项目,技术人员一定要引起重视,及时处理排查出来的问题。因为虽然表面上测定的数据稍不达标,但设备的实际性能可能已经下降了很多。严格按照要求进行设备保养是ISO 6690测试合格的前提。
一直以来,阿菲金在设备交付前都会严格按照ISO 6690要求全面检测,阿菲金对大部分指标的要求甚至远高于这一标准。我们建议投入使用后的挤奶设备每年进行1~2次的ISO 6690检测,为奶厅的良好运转保驾护航。
▍本文由阿菲金公司技术部供稿。






